
Why do some feed factories earn profits while others don’t? Why do feeds of some factories sell well and others don’t? The reason behind this is often technical design and equipment selection. Choosing a skilled feed engineering constructor and a comprehensive solutions provider is vital for the success of a company.
The factors affecting feed quality can be summed up in three aspects, namely, the quality of raw material, the feed formula and the process technology. With the same level of raw material and formula, the quality of feed only depends on process technology and equipment performance. As the digestive system of chickens, pigs, fish, shrimp and pets varies, feed of different size and degree of ripeness are demanded. It is one of the important methods for modern feed companies to improve product quality by upgrading their process technology. Let us go through the whole production process and emphasise step by step where improvements can be made.
Generally, feed particle size should take consideration of many factors like feeding method, process costs, capacity and growing characteristics of the animals. Particle size should be no more than 1/3 of the diameter of the pellet. Appropriate feed particle size can improve digestion rate of the nutritious elements. Research has shown that when the average particle size of corn in sow feeds is reduced from 1,200 µm to 400 µm, its digestion rate could be raised by 14%, dry matter in manure could be reduced by 21% and nitrogen output would be lowered by 31%. Over-grinding however, could lead to more consumption of energy, less capacity and destruction of nutritional compounds in the feed. Research data show that vitamin A in the pellet after repeated grind would decrease by 40%.
The key point of particle size control technology is to grind each raw material to the best size suitable for digestion to ensure each batch of feed can acquire best growth efficiency and economic profit. It is mandatory to study the best digestion size of each raw material for different animals as shown in Table 1.
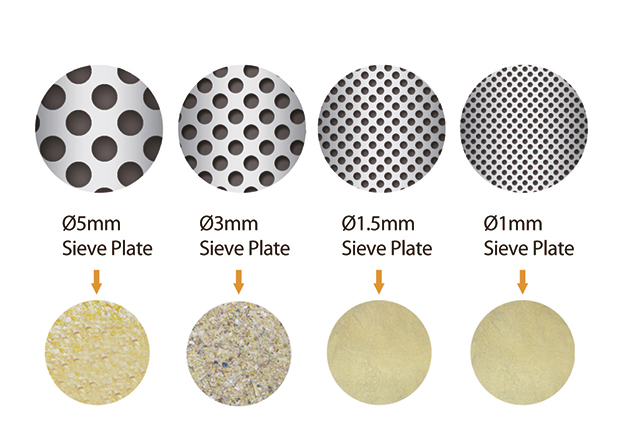
Pulverization and micro pulverization must be applied for aquatics feed. Research has shown that carp feed conversion ratio could raise 5-10% if the grinder screen has been reduced from 1.5 – 1.2mm to 1.0 – 0.8 – 0.6mm. As a result, feed particle size has a noticeable influence on variation of nutrition. Feed particles that are excessively small or big in diameter could break into layers which would affect the digestion rate of the feed. It is only by selecting proper technical design, a professional supply company and equipment that good quality feed can be made.
•
•
The feed formula is a major impact factor for nutrition and pellet quality. Formula with a high content of corn and soybean cannot produce a high quality pellet due to the lack of natural bonding. Addition of highly cohesive wheat can improve pellet quality. It is necessary to carefully combine each element in the formula and keep fat to the lowest limit.
As the core process of feed production, weighing accuracy has a direct impact on feed composition and nutritient absorption by the animals. As a result, nutrition can be balanced only with appropriate mixing systems. The weighing process has an important effect on weight accuracy and composition.
The major technical improvements lie in the following aspects:
• Check weighing scale regularly to ensure measurement accuracy;
• The formula should be right and raw materials can be replaced;
• Feed the materials at proper speed;
• The control system should be correct;
• Operate the weighing equipment in correct way;
• Weighing equipment should be clean to avoid cross contamination;
• Record the weighing process, especially with the use of medicine, accurately.
• No-error computer control technology is adopted to manipulate weighing accuracy. Micro additives can be premixed and mixed and a high accurate weighing system can be adopted.
•
Uniformity is vital for feed quality as it will determine whether the animal can get full nutrition from the feed. The air balance between mixing bin and mixer also has an impact on nutrition. A too big finish product bin and pellet bin and a too long transportation line will destroy uniformity of feed and reduce the conversion rate of the animal.It is critical to choose the right mixer, mixing period and feeding method to ensure uniformity and proper nutrition. The control of mixing uniformity covers mixed feed, concentrated feed, additives, premix feed and liquid feed. Technical improvements in the mixing process should focus on the following aspects:
• Select proper mixers to ensure uniformity;
• Add materials in correct order (big ones first and small ones later);
• Add all materials in proper amount and order (especially for premix feeds);
• In case of change of formula, clean mixer thoroughly to avoid cross contamination;
• Separate premix from major mixing process to prevent cross contamination; 6. Keep transportation distance and height of materials after weighing to a minimum and do not use conveying equipment like pneumatic devices which could cause separation of materials.
•

•
Pellet quality control is a prerequisite of feed nutrition, which must be strictly monitored and manipulated. Conditioning is the primary control point of pellet quality which includes temperature, time, water and gelatinisation degree of starch. The secondary control point covers fines rate, cooling temperature, moisture, cutting blade even degree and water durability of feed. To meet these requirements, proper steam supply and control system, conditioning, pelleting, cooling and screening equipment should all be equipped and the control parameters should be scientifically adjusted.The steam fed into the conditioner must be unsaturated steam free of condensed water to ensure enough gelatinization of starch and prevent machine blockage because of too much moisture. The steam must go through a water trap and pressure reduction valve before entering the conditioner. Meanwhile, the flow rate of steam must match with the feeding amount. As a result, steam with proper characteristics is the pre-conditioner for pellet quality.
The conditioning process is vital for pellet quality. The mixed materials with high content of grain usually stay for at least 40-60 seconds in the conditioner. Meanwhile, the temperature inside the conditioner should be kept between 85-98ºC to improve gelatinization of starch. Materials with high fibre content must stay for a shorter time in the conditioner. In case of addition of liquids like molasses, the materials should stay longer in conditioner (max. 30min) so that it would absorb molasses fully.
•

•
High temperature conditioner with short time retention (60-160 seconds) can kill bacteria. Many conditioners of this type have been developed. The durability of feed at high temperature should also be considered during conditioning. Materials with poor durability in high temperatures should avoid conditioning. Instead, they should be coated later to ensure pellet quality.Many vitamins have a poor thermostability and would be destroyed in a high temperature conditioning process or during pelleting. Vitamin A, E, C, and thiamine hydrochloride will be killed rapidly as the temperature and conditioning time is raised. Critical conditions for conditioning of feed with vitamins are temperature >90ºC, moisture >15%, time >60 seconds. As a result, it is necessary to choose a formulation with sound thermal stability. Good pellet conditioning, correct air admission and mixing methods are also vital factors for pelleting process.
The pelleting process also affects feed enzymes and other microbial. These biological products cannot withstand the comprehensive function of high temperature, humidity and pressure. It is reported that phytase activity drops by 87.5% at temperatures over 80ºC. So the utilization rate of phosphorous will be affected. Microbial additives in feed are especially reactive to high temperature and their activity will be lost completely if the pellet temperature exceeds 85ºC. It is better to coat enzymes after pelleting or use enzymes with better thermal stability.
•
Cross contamination usually takes place during storage and transportation. Residues in transportation vehicles, bins, buffer hoppers and process equipment could cause cross contamination. Harmful microbes and pests and pets are also a source of cross contamination. To meet increasingly high demand of security, sanitation and nutrition of feed, it is necessary to equip residue-free conveyors and bins, apply scientific proven technology of cleaning and sequencing. Heat treatment technology should be applied which includes cooking at high temperature, extrusion, high pressure treatment and ultraviolet radiation, etc. With the comprehensive application of the above technologies, the finished pellet feed can obtain satisfactory quality and nutrition.
•

•
Part of anti-nutritional factors (ANFs) and harmful substances in the raw materials will be killed during the conditioning stage. Anaerobic sterilization before pelleting can kill various bacteria effectively and improve feed quality. It has been a key research subject for professional technicians.
Animals have different reactions to the same ANFs as its species and age vary. The ANFs can be divided into positive inhibitors for carbohydrate, minerals and pro-lease, etc. The pelleting process adopts conditioning, high temperature extrusion methods to weaken the ANFs listed in Table 2 to maximum limit.
During pelleting starch gelatinizes and protein denatures after conditioning so that the animal can digest and absorb the starch and protein better. However, it is the technical quality of the feed maker to determine raw materials of specific sizes for specific animals. Protein denaturation has little influence on amino acids, but improves its absorption rate greatly so that protein can be highly utilized.
•
The ANFs in feed can cause diseases in pigs and pets and retard growth. As they are closely related with process technology, nutritionists have developed many methods to eliminate ANFs. However, the nutritional elements in feed would lose at the same time. Extrusion and expansion at high temperature can improve feed quality and limit loss of nutrition; anaerobic sterilization could kill bacteria effectively and keep vitamins; fermentation could eliminate toxic effects of ANFs and keep vitamins; enzymes preparation cannot only erase toxic effects of feed but also have a health function.
To get rid of ANFs in raw materials has become vital in selection of process technology and equipment. Feed quality and nutrition can only be guaranteed with professional technology and equipment. With the development of nutrition, technicians of professional companies can work out better methods to eliminate ANFs and better contribute to improving feed quality and nutrition.



