
The quality of pellet feed is mainly reflected in the vulnerability of pellet, the hardness of pellet, the appearance quality of pellet (whether the surface is cracked, the gloss, the color, etc.), and the length of pellet. The factors affecting the quality of pellet are various. The influence of raw material quality on pelleting quality and efficiency includes the following aspects:
•
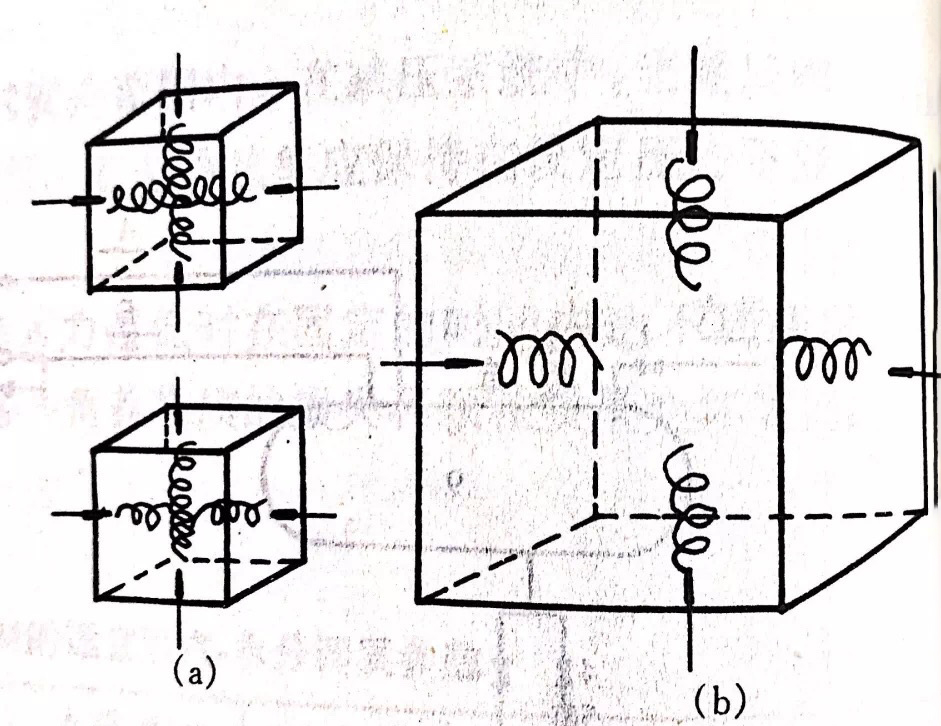
Raw materials can be divided into coarse, medium and fine particles. Generally, coarse particles have diameter above 3mm. Medium and fine particles have good pelleting property, low energy consumption and less abrasion to die and roller. Compared to coarse particles, medium and fine particles have more specific surface area in contact with steam during conditioning. Steam is easy to penetrate the cores of small particles and cause physical and chemical change, which improves the quality of pelleting.
As shown in Figure 1, the cores of the medium and fine particles (the two small cubes on the left) are easy to be penetrated by steam; But steam cannot penetrate through the core of the coarse particle (the big cube on the right), leaving a dry core.
•
•
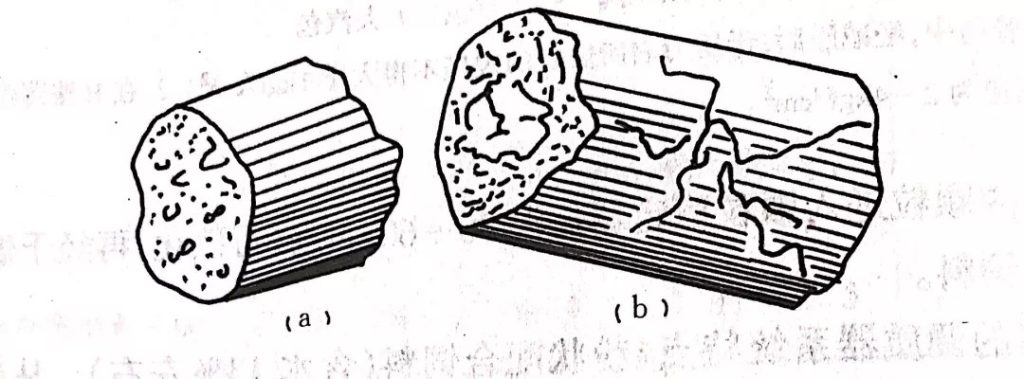
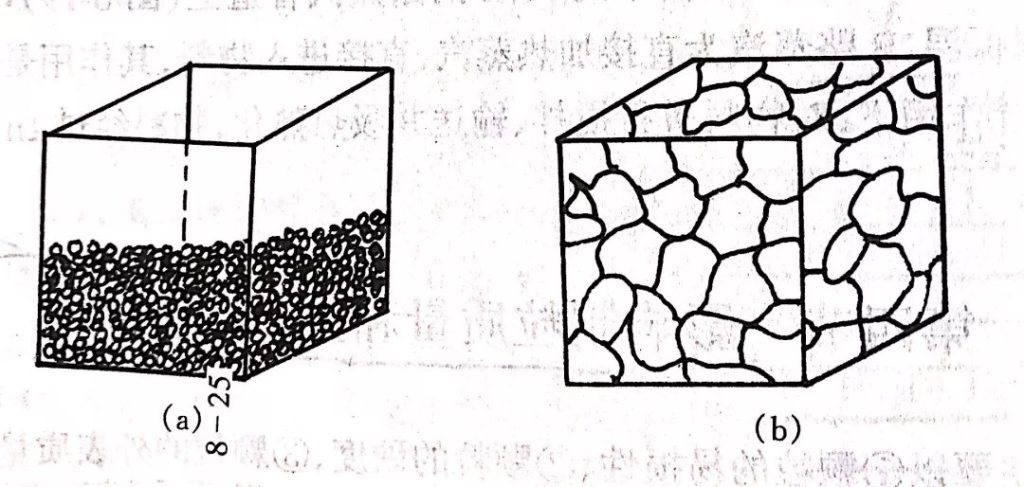
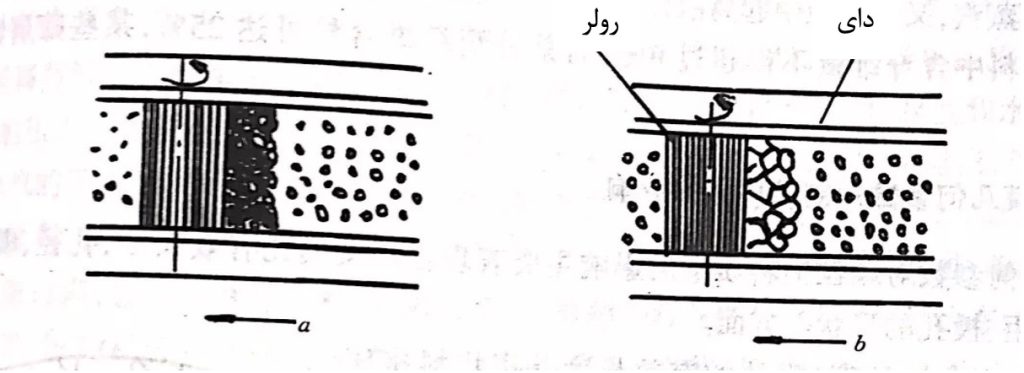
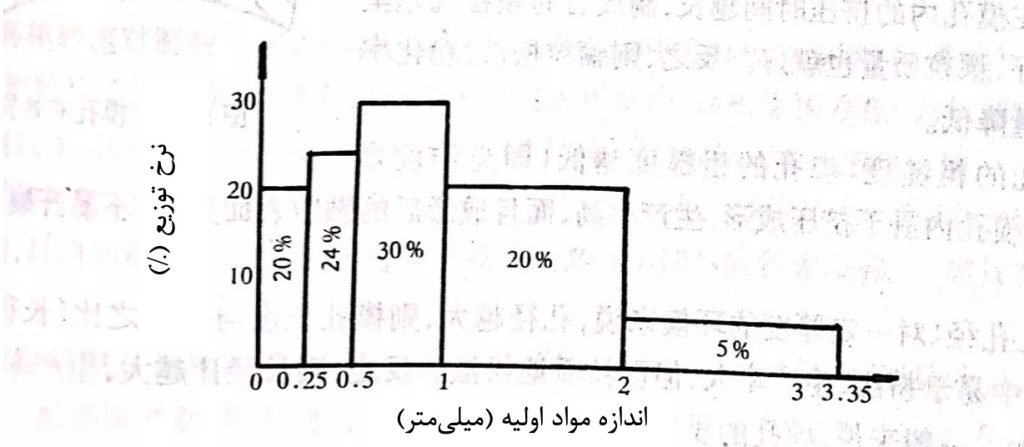
In addition, coarse-particle raw materials are more likely to crack after pelleting (as shown in Figure 2). Medium and fine materials have high density of pressed particles(as shown in Figure 3), and better ability to pass through the die holes(as shown in Figure 4), with less abrasion to die holes and higher output. But if the materials are crushed too fine, the production cost will be increased. The ideal particle size is a reasonable combination of coarse, medium and fine materials. Take the production of Ф6mm livestock and poultry pellet feed as an example, the reasonable particle size distribution is shown in Figure 5.
•
For Ф2mm prawn feed, 85% of the raw materials should pass through 40 mesh sieve. Now the minimum diameter of ring die hole is 0.8mm, so the maximum diameter of raw materials for pelleting should not be above 1/3 of the diameter of die hole, that is to say, the raw materials must pass through the 60 mesh sieve (0.267mm) after crushing to meet the particle size requirement.
•
The pelleting efficiency is related to the density of raw materials. Light materials have density less than 0.33t/m³; heavy materials have density more than 0.4t/m³. When pelleting, light materials have low output, but heavy materials have high output. For example, when using alfalfa with density of 0.22t/m³, the output is 4t/h. When using cottonseed powder with density of 0.53t/m³, the output is 16t/h.
•
High protein raw materials (generally with high density), such as soybean powder and cottonseed powder, are extruded by die and roller in the process of pelleting, resulting in friction heat, which is conducive to pelleting. However, for high protein feed (such as calf feed and concentrated feed), a large amount of powder or urea should be added during pelleting, to obtain better pelleting effect.
•
Fat is a great lubricant for pelleting. It can increase output, reduce abrasion and prolong the service life of roller and die. The feed itself contains fat, and we can also add fat before pelleting. Too much fat content like 6% will affect pelleting, since the particles may become soft and difficult to be shaped. If the particles with high fat content (more than 3%) are required, 1% – 2% fat can be added during mixing, and the rest can be added by spraying after pelleting.
•
Fiber has adverse effect on pelleting. It may reduce the output and accelerate the abrasion of die hole. There are two types of fibers, one is stringy fiber, such as alfalfa, sweet bud stem, sweet potato stem, etc., the other is shelled fiber, such as oat, soybean, cottonseed, peanut shell, etc. The stringy fiber can absorb steam and soften during conditioning, and play a role of binder in the particles, improving the particle strength; while the fiber with shell cannot absorb steam, and play a role of dispersion in the particles, affecting the particle quality.




