The role of dye in feed production: A study of factors affecting quality and correct principles of use

In this article, we will discuss the key points related to the die. From the structure of the die to the parameters affecting its quality, to the factors affecting the wear and cracking of the die during the production of feed, we have examined. Finally, we have discussed the correct principles of using the die and roller, which increase the life and improve the performance of these parts.
Die hole structure and its role in pellet quality

The important structural parameters of the die that must always be considered are: die inner diameter, effective die width, die thickness, die exit hole pressure, effective die diameter and depth, compression ratio, die hole area ratio, and die hole roughness.
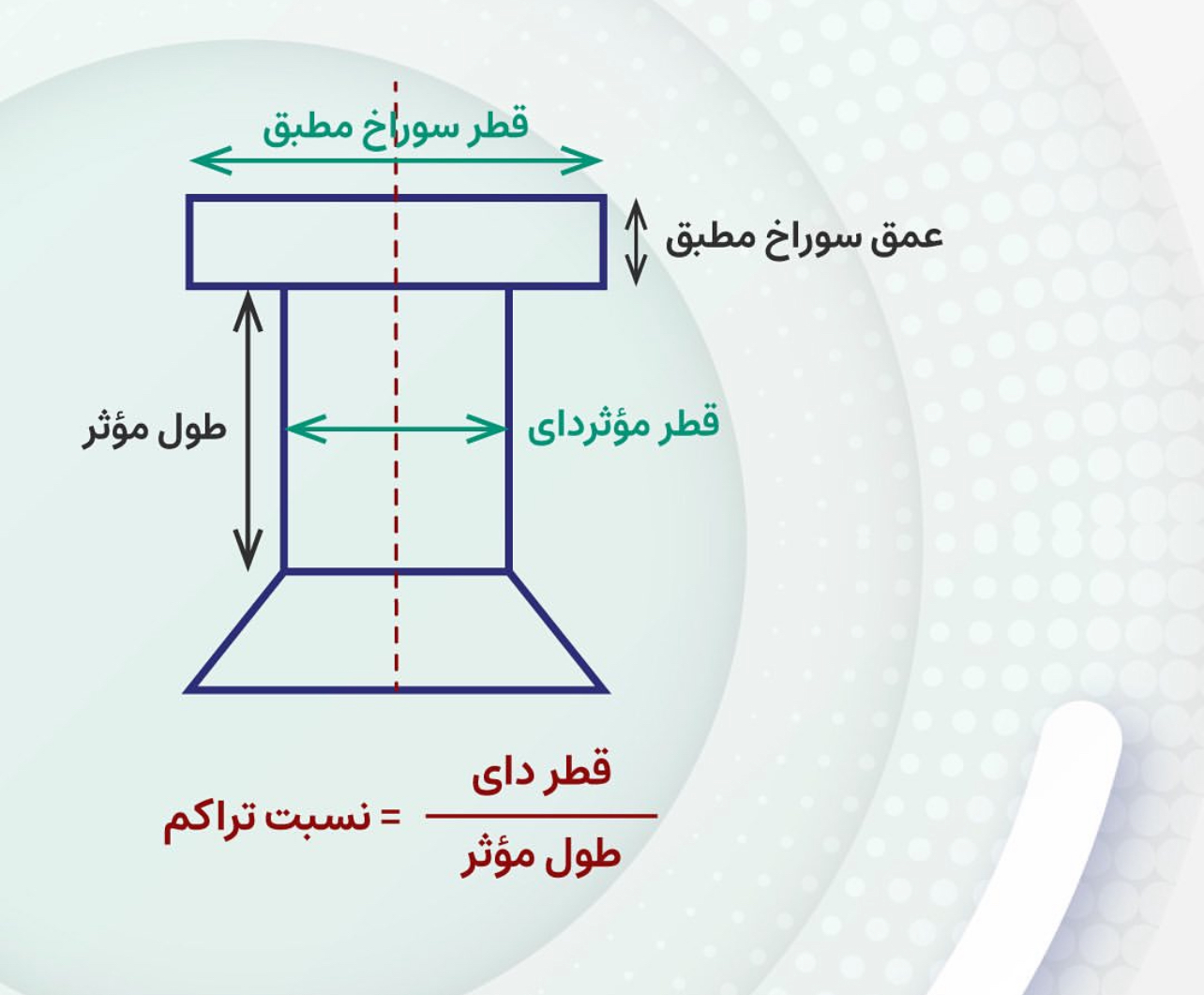
The role of compression ratio in pellet feed quality:
The compression ratio has a direct impact on the hardness of pellet feed. If this ratio is too large, the production capacity and quality of pellet feed will decrease, and if it is too small, it will cause pellet breakage and reduce feed quality.
Parameters affecting die quality
- Die material:
The appropriate choice of alloy has a significant impact on the quality of the die part and its service life. Zhengchang Company’s dies are made of rust-resistant steel alloy, and to ensure the absence of oxide skin in the die cavity, heat treatment is carried out through vacuum multi-purpose furnaces. Due to uniform heat treatment, the die has high hardness and wear resistance.
- Die thickness:
Die types are divided into three categories in terms of thickness: thin, medium and thick, and generally, dies with a small diameter have a thin thickness and vice versa.

•
Distances between die holes:
The distance between die holes affects the production capacity of pellet feed. If the die has adequate strength, the number of die holes can be increased as much as possible and the production capacity increases.
In addition to the importance of the distance between die holes, the shape of the die holes also plays a significant role in producing smooth and high-quality pellet feed. In general, the die hole is not a straight hole but a conical shape. The angle of the conical holes must be appropriate so that the raw materials can easily enter the die hole. Also, the relief hole (on the exit side of the die, which is the discharge part of the pellet feed) should not be deep.
•
Next, we will examine the reasons for uneven die wear and the reasons for cracking of various types of dies, and then we will discuss the correct principles for using dies and rollers.
Reasons for uneven die wear
The material inlet scraper is worn out, its position and angle are inappropriate, or the raw material inlet flow is uneven.
The main shaft is worn out and not replaced in time, which leads to uneven clearance in front and behind the rollers.
The main shaft bearing is open or worn out, which leads to displacement of the main shaft.
The output of the two sides of the die is not the same due to improper formulation.
There is an iron object in the die.
The rollers are not installed properly, resulting in uneven wear on both sides of the die.
The position of the rollers is inappropriate.
The die is not of good quality.

•
Reasons for cracking of various types of dies
Inappropriate die material
Incorrect heat treatment
Incorrect arrangement of die holes and their processing process
Wear of safety pin, die clamp, wear ring, pulley and die cover
Incorrect installation of rollers
Very small distance between die and roller
Thinning of die wall as a result of external hole in dies with lower compression ratio and smaller hole
Improper use of safety pin
Using inappropriate tools such as metal hammer in disassembling die
Increased friction coefficient between feed and die due to high fiber content in raw material formulation
High material input flow due to failure to adjust feeder speed
Presence of metal object inside die due to reduced magnetic effect
Feed discharge problem due to not using die or not washing it for a long time
Main shaft jump and movement due to damage to shaft bearing or elastic adhesion of spring

Correct principles of using dies and rollers
Use the appropriate compression ratio.
The die and roller are installed correctly.
The roller is in a good position relative to the die surface.
Start production with a small load.
The new die needs time to move and rotate; after installing the die and after an emergency stop, turn it on without load.
Maintenance and repair of the die at the factory is very important.
To achieve the best production efficiency, select different rollers according to different materials.
The best gap between the die and the roller is 0.3-0.1 mm, and this gap should not be more than 0.6. (Within a certain range, the larger the gap, the better for the feed quality.)
When the wear rate of the wear ring is more than 0.3-0.2 mm, it should be replaced. Also, the wear ring should be smaller than the gear. (The function of the wear ring is to stabilize the radial position of the die and to ensure that the die is aligned with the center of the main shaft.)
The distance between the scraper and the die cover should be less than 3-5 mm. (Wearing or improper installation of the scraper at the material inlet will lead to uneven distribution of materials on the die surface and poor quality of the produced feed.)
•
In general, the die plays a key role in the pellet feed production process, and its effects on the final product quality, production efficiency, cost reduction and equipment life are very important. Choosing the right die and optimally adjusting its parameters can be significantly beneficial in the pellet production process.
Source: Zheng Chang Company Research and Development Department


